
Тоңазытылған төмен хромды молибденнің созылмалы темір орамына күйдіру температурасының әсері
Құю процесінің әсерінен салқындатылған төмен хромды молибденнің созылғыш темір орамы құйылған күйінде салыстырмалы түрде үлкен құйма кернеуіне ие, сондықтан кернеуді жоятын күйдіруді емдеу қажет. Практика көрсеткендей, кернеулерді жасыту температурасы құйма кернеуді төмендету дәрежесіне ғана емес, сонымен қатар орамның құрылымы мен жұмысына да әсер етеді.
Балқытылған темірді балқыту үшін қуатты жиіліктік индукциялық электр пешін пайдалану, түбіне құю процесі, орамның жұмыс бетінің диаметрі 288мм, ал құрамы 1-кестеде көрсетілген. Қалыңдығы 20мм және ені 40мм кесу үшін токарлық станок қолданыңыз (радиалды өлшем) ) оралған салқындатылған қабаттан сақина. Сақина бірнеше үлгілерге кесіліп, оларды күйдіріп, әр түрлі температурада термиялық өңдеуден өткізді, содан кейін металлографиялық құрылымы мен қаттылығы байқалды.
1-суретте орама кесілген сақинаның сырты (суық типке жақын) және кесілген сақина ішкі жағы (орама өзегінің жанында) металлографиялық құрылымы көрсетілген. 1а және 1б суреттерінде орамның құйылған құрылымы перлит, ледебурит және карбид екендігі көрсетілген. Тангенс сақинасының сыртындағы карбидтердің мөлшері көп, ал перлит мөлшері аз, ал жанасқан сақинаның ішкі жағындағы карбидтер мөлшері аз, ал перлит мөлшері көп. . Сынақ көрсеткендей, күйдіру температурасы 600 ° C-қа жетіп, ұстау уақыты 4 сағатты құраса да, орам құрылымында 1с суретте және 1д суретте көрсетілгендей айқын өзгеріс жоқ.

а) сыртқа құйылған сияқты (б) ішке құйылған сияқты
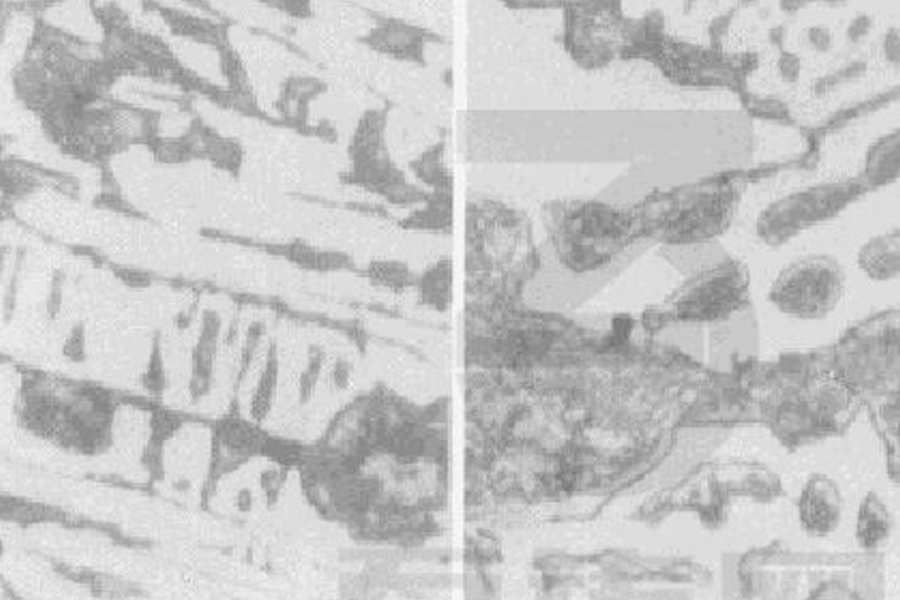
(c) 600 ℃ × 4 сағ термиялық өңдеуден кейінгі сыртқы жағы (г) 600 ℃ × 4 сағ термиялық өңдеуден кейінгі ішкі жағы
Сурет 1 Орамның металлографиялық құрылымы
2-суретте құйма күйінде және әртүрлі термиялық өңдеулерден кейін орамның жұмыс қабатының кесілген сақинасының әр түрлі позицияларындағы қаттылық көрсетілген. Суретте орамның қаттылығы кесу сақинасының сыртынан ішкі жағына қарай біртіндеп төмендейтіні көрсетілген. Термиялық өңдеуден кейін орамның қаттылығы төмендейді, ал термиялық өңдеу температурасының жоғарылауымен қаттылықтың төмендеуі жоғарылайды. Термиялық өңдеу температурасы 600 ° C-қа жеткенде, қаттылық қатты төмендейді. Тұтынушының орамдардың қаттылығы туралы талаптарына сәйкес өндірісте 400 ℃ күйдіру температурасын таңдаймыз.

талқылау
Термиялық өңдеуден кейін шиыршық қаттылығының төмендеуі үш фактордан туындайды. Бірі - карбидтердің ыдырауы сияқты термиялық өңдеу кезінде металлографиялық құрылым өзгереді. 1-суретке сәйкес, термиялық өңдеу температурасы 600 ° C-қа жетсе де, орама құрылымында әлі де айтарлықтай өзгеріс жоқ. Бұл нәтиже ферроқорытпаның фазалық диаграммасына сәйкес келеді [1]. Орам қаттылығының төмендеуі металлографиялық құрылымның өзгеруінен туындамайтынын байқауға болады. Екіншісі, легірлеуші элементтердің біркелкі диффузиялануы және термиялық өңдеу процесінде суперқанығу дәрежесінің төмендеуі, яғни микроқұрылымның өзгеруімен байланысты. Осы фактордың әсерін анықтау үшін эксперимент әртүрлі термиялық өңдеулерден кейін карбид пен перлиттің микроқаттылығын өлшеді (3-суретті қараңыз). Өлшеу нәтижелері көрсеткендей, термиялық өңдеуден кейін перлит пен карбидтердің микроқаттылығы әртүрлі дәрежеге дейін азаяды. Бұл құбылыс орамның макроскопиялық қаттылығының төмендеуіне әкелуі керек. Үшіншісі - орамның макроскопиялық қаттылығын құю кернеуін төмендетумен төмендету.
қорытынды
Салқындатылған төмен хромды молибденді созылғыш темір орамды күйдіріп, 600 ° C-тан төмен температурада өңдегеннен кейін металлографиялық құрылым айтарлықтай өзгермейді, бірақ макроскопиялық қаттылық азаяды. Термоөңдеу температурасы 450 ° C-тан төмен болған кезде коэффициент аздап азаяды, ал термиялық өңдеу температурасы 600 ° C-тан жоғары болған кезде қаттылық көбірек төмендейді. Макроскопиялық қаттылықтың төмендеу себебі - микроқаттылықтың төмендеуі және құйма стресстің жойылуы.
Қайта басып шығару үшін осы мақаланың көзі мен мекен-жайын сақтаңыз: Тоңазытылған төмен хромды молибденнің созылмалы темір орамына күйдіру температурасының әсері
Минге Қалып құю компаниясы Құюға арналған бөлшектерді өндіруге және сапалы және жоғары сапалы жұмыс істеуге арналған (металдан жасалған құю бөлшектерінің қатарына негізінен кіреді) Жіңішке қабырғадағы кастинг,Кастингтің ыстық камерасы,Суық палата Кастинг), Дөңгелек қызмет (Die Casting Service,Cnc өңдеу,Көгеру, Кез-келген тапсырыс бойынша алюминийден құйылатын құю, магний немесе Zamak / мырыш матрицалық құю және басқа да құю талаптары бізбен байланысуға қош келдіңіз.

ISO9001 және TS 16949 бақылауымен барлық процестер жарылыс машиналарынан бастап Ultra Sonic кір жуғыш машиналарына дейінгі жүздеген озық құю машиналары, 5 білікті машиналар және басқа қондырғылар арқылы жүзеге асырылады. тапсырыс берушінің дизайнын жүзеге асыру үшін тәжірибелі инженерлер, операторлар мен инспекторлар тобы.

Материалдық құю өндірісінің келісімшарт өндірушісі. Мүмкіндіктерге 0.15 фунттан суық камералы алюминий матрицалық құю бөлшектері кіреді. 6 фунтқа дейін, жылдам өзгерту және өңдеу. Қосымша құнға қызметтерге жылтырату, дірілдеу, реңктерді жою, оқпен жару, бояу, қаптау, қаптау, құрастыру және құрал-саймандар жатады. 360, 380, 383 және 413 сияқты қорытпалармен жұмыс жасайтын материалдар.

Мырыш құюды жобалауға көмек / бір уақытта инженерлік қызметтер. Дәлдікті шығаратын мырыш құю өндірісінің тапсырыс берушісі. Миниатюралық құймалар, жоғары қысымды матрицалық құймалар, көп сырғымалы қалыптар құймалары, әдеттегі қалыптарға арналған құймалар, қондырғылар мен тәуелсіз матрицалық құймалар және қуыс тығыздалған құймалар дайындалуы мүмкін. Құймаларды ұзындығы мен ені бойынша 24 дюймге дейін +/- 0.0005 дюймге дейін дайындауға болады.

ISO 9001: 2015 сериялы магний өндірушісі сертификатталған өндіруші, Мүмкіндіктерге 200 тоннаға дейін ыстық камераға және 3000 тонна суық камераға дейін жоғары қысымды магний құймаларын құю, инструменттерді жобалау, жылтырату, қалыптау, өңдеу, ұнтақ және сұйық бояу, CMM мүмкіндіктері бар толық QA жатады. , құрастыру, орау және жеткізу.

ITAF16949 сертификатталған. Қосымша кастинг қызметі қосылады инвестициялық құю,құм құю,Гравитациялық құю, Жоғалған көбік құю,Орталықтан тепкіш құю,Вакуумдық құю,Тұрақты құйма құю, .Қабілеттерге EDI, инженерлік көмек, қатты модельдеу және қайталама өңдеу жатады.

Casting Industries Бөлшектер үшін кейс-стади: Автомобильдер, велосипедтер, авиация, музыкалық аспаптар, суда жүзу құралдары, оптикалық құрылғылар, датчиктер, модельдер, электронды құрылғылар, қоршаулар, сағаттар, машиналар, қозғалтқыштар, жиһаз, зергерлік бұйымдар, әшекейлер, телеком, жарық беру, медициналық құрылғылар, фотографиялық құрылғылар, Роботтар, мүсіндер, дыбыстық жабдықтар, спорттық жабдықтар, құрал-саймандар, ойыншықтар және т.б.
Әрі қарай сізге не көмектесе аламыз?
For Басты бетке өтіңіз Құю Қытай
→Құю бөлшектері-Біз не істегенімізді біліп алыңыз.
→ туралы кеңейтілген кеңестер Құю қызметтері
By Minghe Die құю өндірушісі | Санаттар: Пайдалы мақалалар |материал Tags: Алюминий құю, Мырыш құю, Магний құю, Титан құю, Тот баспайтын болаттан құю, Жезден құю,Қола құю,Бейнені трансляциялау,Компания тарихы,Алюминийден құю Пікірлер өшірулі







