
Бұрғылау мен никельдің 4Cr5Mo2V матриалды құюға арналған термиялық бүлінуге төзімділігіне әсері

4Cr5 Mo2V - бұл жиі қолданылатын құюға арналған матрицалық болат. Алюминий қорытпасын құю процесінде балқытылған алюминийдің эрозиясы мен адгезиясының әсерінен қалып термиялық зақымдануларға ұшырайды, мысалы термиялық шаршау және термиялық балқыманың жоғалуы, нәтижесінде оның қаттылығы төмендейді және тіпті мерзімінен бұрын бұзылады.
Алюминий қорытпасынан құйылатын қалыптардың никель немесе құрғақтықтың термиялық зақымдануға төзімділігін жақсартуға болатындығын зерттеу үшін 4Cr5 Mo2V болаты және 4% Ni және 5% Co (массалық үлесі) бар 2Cr1Mo1V болат сынақ блоктары дайындалды және олар құйылған сөндіру және жұмсарту. Құйма қалыптың бекітілген штаммында 12 ℃ температурасы бар ADC800 алюминий қорытпасы кейіннен 200 - 1,000 рет құйылып, макро морфологиясы мен сынақ блогының беткі қаттылығы зерттелді.
Нәтижелер көрсеткендей, алюминий қорытпасынан 1,000 рет құюдан кейін 4Cr5Mo2V болат сынақ блогы алюминийге қатты жабысып, тор тәрізді жарықтар өте аз өндірілген; құрамында Ni бар болат сынақ блогы алюминийге аздап жабысқан, ал Co құрамындағы болат сынақ блогы алюминийге ең аз жабысады, бұл 1% Co 4Cr5Mo2V болатының құрамы құйма алюминий қорытпаларына ең жақсы термиялық зақымдануға төзімділікке ие екендігін көрсетеді. Сонымен қатар, алюминий қорытпасынан құйылғанға дейінгі қаттылықпен салыстырғанда, 1,000 рет құюдан кейін 4Cr5Mo2V болаттың, никельді және құрғақ 4Cr5Mo2V болат үлгілерінің беткі қаттылығы 2.8, 1.8 және 1.4 HRC төмендеді, яғни бірнеше құю алюминий қорытпалары. Құрамында никель бар және құрғақ 4Cr5Mo2V болатының беткі қаттылығына кері әсер 4Cr5Mo2V болатына қарағанда аз, бұл Co және Ni-дің қатты ерітінділерін күшейтетін әсерімен байланысты, бұл алюминийдің сұйықтықтың эрозияға төзімділігін жоғарылатуға пайдалы. қалып және термиялық зақымға зеңді аз тигізеді.
Алюминий қорытпасынан құю - бұл жоғары температура мен жоғары қысымды күрделі процесс. Алюминий қорытпасынан құйылатын қалыптардың термиялық зақымдануына (термиялық шаршау мен жылу шығынын қоса) әсер ететін көптеген факторлар бар. Олардың ішінде ыстықтай өңделетін болаттың құрамы ерекше маңызды.
Қалыпты жағдайда крекинг пен пластикалық деформацияға байланысты құю матрицасының істен шығуын болдырмауға болады. Қалыптың жарықшақтығы кездейсоқ механикалық шамадан тыс жүктеме немесе термиялық шамадан тыс жүктемелерден туындайды, нәтижесінде стресстің қатты концентрациясы пайда болады. Құю қалыптарының ерте термиялық шаршауының және дәнекерлеудің жоғалуы (беттік термиялық зақымдану) негізгі бұзылу режимдері болып табылады, ал екеуі жиі бір-біріне әсер етеді. 4Cr5Mo2V болаты - тозуға төзімділігі және пластикалық деформацияға төзімділігі бар, кеңінен қолданылатын ыстық жұмыс жасайтын болат. Бұрғылау және никель болаттың беріктігі мен қаттылығын тиімді арттыра алатын және термиялық зақымға қарсы тұруға белгілі бір әсер ететін легірлеуші элементтер болып табылады. Сондықтан 4Cr5Mo2V болаты, құрамында 4% Ni және 5% Co (массалық үлесі, төменде көрсетілген) бар 2Cr1Mo1V зерттеледі. Балқытылған алюминийдің зақымдануына болаттың төзімділігі нақты өндірісті басқаруда үлкен маңызға ие.
Алайда, аузына дейін матрицалық болат құюдың термиялық зақымдануын зерттеу әдістерінің көпшілігі қыздыру мен салқындатуды модельдеу болып табылады. Матрицалық болаттың үлгісі балқытылған алюминиймен тікелей байланыспайды және балқытылған алюминийдің тазарту әсерін қоспайды, мысалы, матрицалық болат сынамасын тікелей индукциялық қыздыру. -А. Бұл жұмыста ADC12 алюминий қорытпасының құю сынағын өткізу үшін үш компонентті болаттан жасалған сынақ блоктар дайындалған және құйма қалыпқа салынған. Балқытылған алюминийдің зақымдану өнімділігі.
1. Тест материалдары мен әдістері
1.1 Тест материалдары
4Cr5Mo2V болатының, құрамында 4% Ni (5Cr2Mo1V + Ni болаты деп аталады) 4Cr5Mo2V болатының және құрамында 4% Co (5Cr2Mo1V + Co болатының) 4Cr5 Mo2V болатының химиялық құрамы 1-кестеде көрсетілген. ADC12 құйылған алюминий қорытпасының химиялық құрамы 2-кестеде көрсетілген.
| Кесте 1 Зерттелген матрицалық болаттардың химиялық құрамы (массалық үлесі)% | |||||||
| материал | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V болат | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V + Ni болат | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V + Co болаты | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Кесте 2 ADC12 алюминий қорытпасының химиялық құрамы% | |||||||||
| элемент | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Сапа бағасы | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Тест әдісі
Күйдірілген 4Cr5Mo2V болаты, 4Cr5Mo2V + Ni болаты және 4Cr5Mo2V + Co болаты 1-суретте көрсетілгендей сынақ блоктарына өңделді. Вакуумды сөндіргеннен кейін олар екі рет қатайтылды, олардың қаттылығы шамамен 47 HRC болды және оксид шкаласын кетіру үшін майдалап ұнтақталды.
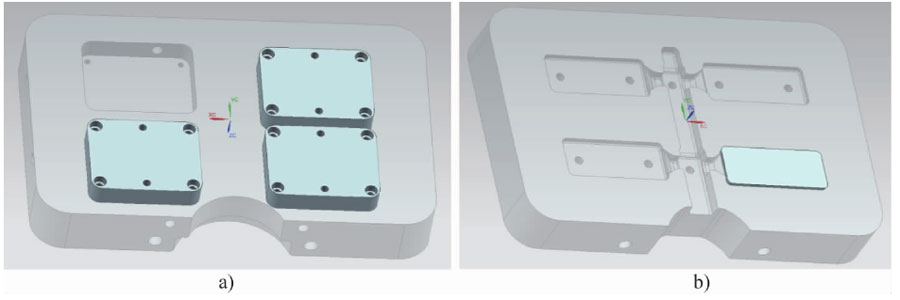
Сынақ блогының топтық нөмірі бекітілген қалыптың ойығына енгізілген, ал құйма алюминий қорытпасының қуысы жылжымалы қалыпқа орнатылған, 2-суретте көрсетілгендей. Салқындатқыш камераның 500 т көлденең құю машинасы және ADC12 алюминий қорытпасының парағын құю сынағы үшін өздігінен жасалған қалып қолданылып, алюминий қорытпасы қайта пайдаланылды. Сынақты тездету үшін балқытылған алюминийдің температурасы 800 ° C жоғары (әдетте ADC12 алюминий қорытпасының құйма температурасы (650 120) ° C құрайды). Балқытылған алюминийдің температурасы 800 ℃ болғандықтан, Fe-A1 металларалық қосылыстың балқу нүктесіне жетпейді, нәтижесінде алынған қоспа балқытылған алюминийде құлағаннан кейін қоспалар түрінде болады. Балқытылған алюминийді бірнеше рет қолдану сонымен қатар қоспалардың көбеюіне және алюминийдің нығаюына әкеледі. Сұйықтықтың тазартқыш әсері, сол арқылы сынақты тездетеді.
Құю сынағынан кейін сынақ блогының бетіндегі алюминийдің адгезия құбылысын байқау үшін стерео микроскоп қолданылды; алюминийдің адгезиялану дәрежесін және сыналатын блоктың бетінде жарықтар бар-жоғын бақылау үшін ультра тереңдік микроскопы қолданылды.
2. Тест нәтижелері және талдау
2. Тест блогының 1 беткі морфологиясы
2.1.1 Бетіне жабысатын алюминий
3 суретте үш болат сынақ блоктарының матрицалық құюсыз және 600,1000 рет құюдан кейін беткі морфологиясы көрсетілген. 3-суреттен (b, e, h) 600 рет құюдан кейін 4Cr5Mo2V болат сынақ блогында ең ауыр алюминий жабысқақ болатынын көруге болады.
4Cr5Mo2V + Co болат сынақ блогы ең аз алюминийге жабысады. 3-сурет (с, f, і) үш сынақ блогының бетіндегі алюминий адгезиясы құюдан 1,000 рет өткеннен кейін жоғарылағанын көрсетеді. 4Cr5Mo2V болат сынақ блогының бетінде алюминий адгезиясы бар, ал қалған екі сынақ блогында алюминий адгезиясы аз. 4Cr5Mo2V + Co болат сынағы Алюминий кесегі ең аз және біртекті болып табылады, бұл құрамында алмаз бар 4Cr5Mo2V болаты сұйық алюминийдің зақымдалуына ең жақсы қарсылық көрсетеді, ал 4Cr5Mo2V болаты нашар. Бұрғылау және никель элементтерін қосу күйдірілген болаттың 9-10 жоғары температуралық қаттылығын тұрақтандыру үшін пайдалы, ал балқытылған алюминиймен бірнеше рет байланыста болған кезде бетті «жұмсарту» оңай емес, сондықтан сұйық алюминийдің эрозияға төзімділігі жақсы, алюминий адгезиясы шамалы. Құю сынағы кезінде балқытылған алюминий сынақ блогымен жанасу үшін қуысқа енеді, ал сынақ блогының біркелкі емес құрылымы, өңдеу ақаулары аймағы және басқа жергілікті жерлер алюминийге жабысады. Алюминиймен байланыстырылған аймақтағы алюминий болатпен әрекеттесіп, Fe түзеді.} Жоғары қысымды алюминий сұйықтығының астында ыдырап, қабығынан аршылатын Al сынғыш аралық қосылыс және т.б. алюминий сұйықтығының астындағы алюминийдің байыпты байланысы.
2.1.2 Беттік жарықтар
4-суретте 4Cr5Mo2V болаттан, 4Cr5Mo2V + Ni болаттан және 4Cr5Mo2V + Co болаттардан 1,000 рет құюдан кейінгі далалық морфологияның супер тереңдігі көрсетілген. 4 (а) -суреттен 4 Cry Mot V болат сынақ блогының бетінде таза формада таралған аз мөлшерде микро жарықшақтар бар екенін көруге болады. Жабысқан алюминий және балқытылған алюминий болатпен әрекеттесіп Fe.} Al қосылыстарын түзеді. Fe.} Al термиялық кеңею коэффициенті матрицадан өзгеше, нәтижесінде жабысқан алюминий мен Fe.} Al мен қосылыстардағы микрожарықтар өте аз болады. Балқытылған алюминийді тазарту эффектісі микрокрактардың таралуына әкеліп соғады, ал балқытылған алюминий жарыққа еніп, әрі қарай матрицамен әрекеттесіп Fe 2 Al қосылыстарын түзеді. Кейіннен бірнеше рет құю процесінде сыналған блоктың бетіндегі Fe.} Al қосылыстары қабыршақтанып, шұңқырлар түзеді. Маринадтау және ультрадыбыстық тазалаудан кейін сынақ блогының беті тор тәрізді алюминий сұйықтықты тазалау сипаттамаларына ұқсас болды. 4 (b, c) -суретте 4Cr5Mo2V + Co болатында және 4Cr5Mo2V + Ni болат сынақ блоктарында жарықтар болмайтындығы көрсетілген, бұл 1% бұрғылау немесе молибден қосу алюминийдің беттік адгезиясын төмендетіп қана қоймай, сонымен қатар азайта алатындығын көрсетеді. қалыптың жарылу тенденциясы және алюминийге төзімділікті жақсарту. Никельді және алмазды карбидті емес түзуші элементтердің қосылуы қалыптың жоғары температуралық қаттылығын жақсарта алады, ал алмас сонымен қатар шыңдау процесінде молибден карбидінің дисперсиясы мен жауын-шашынына ықпал етеді және жауын-шашынның қатаю әсерін күшейтеді 'z-} 3. Линг Цянь және басқалардың зерттеулері. аустенитті тұрақтандырушы элементтерді құйма матрицалық болатқа қосу кернеу концентрациясын төмендететінін көрсетті. Бұрғы да, никель де аустенит зонасын кеңейтетін элементтер болып табылады, сондықтан 4Cr5Mo2V + Ni болаты және 4Cr5Mo2V + Co болат құю қалыптарының беттері жарықтарға бейім емес.
Құю процесінде балқытылған алюминий қалыпқа қарсы өте берік. Fe-A1 фазалық диаграммасына сәйкес, болат пен балқытылған алюминий реакциясы нәтижесінде пайда болған Fe-Al металлургиялық қосылыстары негізінен FeAlz, Fez A15, FeA13 және т.б болып табылады, олар сынғыш. матрицадан бөлініп, балқытылған алюминийдің астына балқытылған алюминийді құйыңыз, қалыптың бетіне шұңқырлар қалдырыңыз. Алюминий қорытпасының бір бөлігі мен қалып шұңқырларының тіркесімі салыстырмалы түрде мықты және құлап кетпейді, әрі қарай Fe A1 қосылыстарын құрайды. Алюминий, Fe.} Al және ондағы қосылыстар салқындату кезінде микрократтарға бейім. Құю парағында сұйық алюминий аз болады, сондықтан ол тез қатады, ал қалып пен сұйық алюминий арасындағы реакция баяу жүреді. Демек, сыналатын блоктың бетінде Fe мен Al реакциясы әсерінен шұңқырлар аз болады, ал алюминий сұйықтығының эрозиясымен жабысқақ алюминий көп өндіріледі.
2. 2 Беттің қаттылығы
3-кесте - матрицалық құюдың әр түрлі уақыттарынан кейінгі үш матриалды болат сынақ блоктарының беткі қаттылығының орташа мәні. 3-кестедегі мәліметтер көрсеткендей, сынақ блоктарының үш түрінің беткі қаттылығы біршама төмендейді. Құйма қалыптардың саны көбейген сайын, ол сынақ блогын қайта-қайта шыңдауға тең болады, сондықтан қаттылық азаяды. 1,000 рет құюдан кейін 4Cr5Mo2V + Co болат сынақ блогының қаттылығы ең аз төмендейді, ол 1.4 HRC құрайды; 4Cr5Mo2V болат сынақ блогы ең айқын құлдырауға ие.
Ол 2. 8 HRC-ге төмендегені анық; 4Cr5Mo2V + Ni болат сынақ блогының беткі қаттылығы 1. 8 HRC төмендеді. Қалыптың тұрақты қаттылығы алюминийдің жабысуын азайту үшін пайдалы, яғни құюдың термиялық зақымдануына қарсы тұру пайдалы.
| Кесте 3 Құйылғаннан кейін сынақ блоктарының әр түрлі уақыттағы беттік қаттылығы% | ||||||
| материал | Кастинг жоқ | 200 уақыт | 400 уақыт | 600 уақыт | 800 уақыт | 1000 уақыт |
| 4Cr5Mo2V болат | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V + Ni болат | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V + Co болаты | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Болат болат ұзақ уақыт шыңдалғаннан кейін, мартенсит ыдырайды, ал екінші реттік карбидтер дөрекі болады, нәтижесінде беттің кермектілігі төмендейді. Бұрғы да, никель де карбидті емес түзуші элементтер болып табылады, олар Fe атомдарын алмастыра отырып, болаттың қатты ерітіндісін '5-тен' 8 нығайтуға мүмкіндік береді, сондықтан қалып тезірек қыздырылғаннан және салқындатылғаннан кейін жоғары қаттылықты сақтайды. Қытайдың Die Casting қауымдастығы сөндірілген және шыңдалған Cr-Mo-V-Ni болатындағы элементтердің таралуын зерттеді және температураны жоғарылату кезінде Ni элементтері карбидтердің айналасында байытылатынын, осылайша ферриттегі көміртек атомдарына кедергі болатындығын анықтады. карбидтердің үздіксіз диффузиясы карбидті ірітудің активтену энергиясын жоғарылатады, карбидтердің өсуіне кедергі келтіреді, осылайша никельді 4Cr5Mo2V болаттың қаттылығының төмендеуін азайтады және оның балқытылған алюминий зақымдануына төзімділігін жақсартады.
Қытайдың Die Casting қауымдастығы 1% Ni және Ni-мен болат болаттың термиялық тұрақтылығы мен микроқұрылымының өзгеруін зерттеді және термиялық тұрақтылықты сынаудың кейінгі сатысында никель матрицаның болаттың қаттылығын бәсеңдететіндігін анықтады. болат жақсы термиялық тұрақты жыныс. Бұрғылау - аустенит фазалық аймағын кеңейтетін элемент. 4Cr5Mo2V болатқа бұрғылау қосу аустениттену процесінде карбидтердің еруіне ықпал етеді, аустениттің құрамындағы көміртекті көбейтеді және аустениттің тұрақтылығын жоғарылатады, осылайша ұсталып қалған аустенитті арттырады Тензит мөлшері мен мартенситтің қаттылығы, және бұрғы шыңдау процесінде молибден карбидінің дисперсиясы мен тұндыруына ықпал етеді және z'-1 жауын-шашынның қатаю әсерін күшейтеді.
Матрицаға никель мен бұрғылаудың нығайтқыш әсері балқытылған алюминийді бірнеше рет тазалағаннан кейін қалыптың болат сынақ блогының бетінің қаттылығы жоғары болады, сондықтан ол эрозияға төзімді, бұл сынақ блогының кедергісін жақсартуға пайдалы балқытылған алюминийдің зақымдануына. Сынақ блогының беттік қаттылығы және алюминийдің адгезиялану дәрежесі де көрсетеді (3-суретті, 3-кестені қараңыз): бұрғыланған 4Cr5 Mo2V болат сынақ блогы беткі шұңқырлар мен алюминий адгезиясына 1,000 рет құюдан кейін, яғни алюминий сұйықтығының бұзылуына төзімділік - ең жақсы. Демек, болатқа 1% Co қосудың нығайтқыш әсері 1% Ni қосқаннан гөрі көп, олардың екеуі де өлген болаттың алюминийге қарсы зақымдануын жақсартуға қолайлы.
3.Қорытынды
- Алюминий қорытпасын 1 000 рет құюдан кейін, бұрғылаумен бірге 4Cr5 Mo2V болат үлгісі ең аз алюминийді жабады, ал 4Cr5Mo2V болат үлгісі алюминийді ең көп ұстайды, яғни бұрғылаумен бірге 4Cr5 Mo2V болаты термиялық зақымдануға төзімділікке ие.
- Алюминий қорытпасын құйып құйғаннан кейін, 1,000Cr4Mo5V болатының, 2Cr4Mo5V + Ni болатының және 2Cr4Mo5V + Co болатының беткі қаттылығы 2, 2.8 және 1.8 HRC төмендеді, яғни никель немесе бұрғылауды қосу термиялық зақымдануға төзімділікті едәуір жақсарта алады. 1.4Cr4Mo5V матрицалық болаттан жасалған.
Қайта басып шығару үшін осы мақаланың көзі мен мекен-жайын сақтаңыз: Бұрғылау мен никельдің 4Cr5Mo2V матриалды құюға арналған термиялық бүлінуге төзімділігіне әсері
Минге Қалып құю компаниясы Құюға арналған бөлшектерді өндіруге және сапалы және жоғары сапалы жұмыс істеуге арналған (металдан жасалған құю бөлшектерінің қатарына негізінен кіреді) Жіңішке қабырғадағы кастинг,Кастингтің ыстық камерасы,Суық палата Кастинг), Дөңгелек қызмет (Die Casting Service,Cnc өңдеу,Көгеру, Кез-келген тапсырыс бойынша алюминийден құйылатын құю, магний немесе Zamak / мырыш матрицалық құю және басқа да құю талаптары бізбен байланысуға қош келдіңіз.

ISO9001 және TS 16949 бақылауымен барлық процестер жарылыс машиналарынан бастап Ultra Sonic кір жуғыш машиналарына дейінгі жүздеген озық құю машиналары, 5 білікті машиналар және басқа қондырғылар арқылы жүзеге асырылады. тапсырыс берушінің дизайнын жүзеге асыру үшін тәжірибелі инженерлер, операторлар мен инспекторлар тобы.

Материалдық құю өндірісінің келісімшарт өндірушісі. Мүмкіндіктерге 0.15 фунттан суық камералы алюминий матрицалық құю бөлшектері кіреді. 6 фунтқа дейін, жылдам өзгерту және өңдеу. Қосымша құнға қызметтерге жылтырату, дірілдеу, реңктерді жою, оқпен жару, бояу, қаптау, қаптау, құрастыру және құрал-саймандар жатады. 360, 380, 383 және 413 сияқты қорытпалармен жұмыс жасайтын материалдар.

Мырыш құюды жобалауға көмек / бір уақытта инженерлік қызметтер. Дәлдікті шығаратын мырыш құю өндірісінің тапсырыс берушісі. Миниатюралық құймалар, жоғары қысымды матрицалық құймалар, көп сырғымалы қалыптар құймалары, әдеттегі қалыптарға арналған құймалар, қондырғылар мен тәуелсіз матрицалық құймалар және қуыс тығыздалған құймалар дайындалуы мүмкін. Құймаларды ұзындығы мен ені бойынша 24 дюймге дейін +/- 0.0005 дюймге дейін дайындауға болады.

ISO 9001: 2015 сериялы магний өндірушісі сертификатталған өндіруші, Мүмкіндіктерге 200 тоннаға дейін ыстық камераға және 3000 тонна суық камераға дейін жоғары қысымды магний құймаларын құю, инструменттерді жобалау, жылтырату, қалыптау, өңдеу, ұнтақ және сұйық бояу, CMM мүмкіндіктері бар толық QA жатады. , құрастыру, орау және жеткізу.

ITAF16949 сертификатталған. Қосымша кастинг қызметі қосылады инвестициялық құю,құм құю,Гравитациялық құю, Жоғалған көбік құю,Орталықтан тепкіш құю,Вакуумдық құю,Тұрақты құйма құю, .Қабілеттерге EDI, инженерлік көмек, қатты модельдеу және қайталама өңдеу жатады.

Casting Industries Бөлшектер үшін кейс-стади: Автомобильдер, велосипедтер, авиация, музыкалық аспаптар, суда жүзу құралдары, оптикалық құрылғылар, датчиктер, модельдер, электронды құрылғылар, қоршаулар, сағаттар, машиналар, қозғалтқыштар, жиһаз, зергерлік бұйымдар, әшекейлер, телеком, жарық беру, медициналық құрылғылар, фотографиялық құрылғылар, Роботтар, мүсіндер, дыбыстық жабдықтар, спорттық жабдықтар, құрал-саймандар, ойыншықтар және т.б.
Әрі қарай сізге не көмектесе аламыз?
For Басты бетке өтіңіз Құю Қытай
→Құю бөлшектері-Біз не істегенімізді біліп алыңыз.
→ туралы кеңейтілген кеңестер Құю қызметтері
By Minghe Die құю өндірушісі | Санаттар: Пайдалы мақалалар |материал Tags: Алюминий құю, Мырыш құю, Магний құю, Титан құю, Тот баспайтын болаттан құю, Жезден құю,Қола құю,Бейнені трансляциялау,Компания тарихы,Алюминийден құю Пікірлер өшірулі







