Жезден құю
Жезден құю қызметі - тапсырыс бойынша құюдан жасалған жезден жасалған қорытпа бөлшектері Қытай компаниясы
IATF 16949 Жез құюға арналған сертификатталған құю өндірісі
Мыс құю дегеніміз не? Негізгі легірлеуші элемент ретінде мырышпен мыс қорытпасын әдетте жез деп атайды. Мыс-мырыш екілік қорытпасы кәдімгі жез деп аталады, ал мыс-мырыш қорытпасына басқа элементтердің аз мөлшерін қосқанда пайда болатын үштік, төрттік немесе көп элементтерлі жез арнайы жез деп аталады.Құю жезі - Cu негізіндегі құйма қорытпа. -Zn екілік қорытпа. Оның кристалдану температурасының аралығы аз, ал құю өнімділігі жақсырақ. Қаңылтыр қоламен салыстырғанда құйылған жездің механикалық қасиеттері жоғары. Сонымен қатар, жезде мырыш көп болғандықтан, оның құны төмен болады. Бұл құйылған жезді кеңінен қолданудың себептері.
Құйма жез құюға арналған жезді шығару үшін қолданылады. Жезден жасалған құю машиналар жасауда, кемелерде, авиацияда, автомобильдерде, құрылыста және басқа да өнеркәсіптік салаларда кеңінен қолданылады және ауыр түсті металл материалдарының белгілі бір салмағын иемденіп, жезден жасалған серияларды құрайды, жезден құю процесінің артықшылықтары: төмен өндіріс механикалық өндірісте шығындар, процестің жоғары икемділігі, күрделі пішіндер мен құймалардың үлкен үлесін алуға болады, мысалы станоктар 60-80% құрайды, автомобильдер - 25%, тракторлар - 25%. 50 ~ 60%.
Тәжірибелі және сенімді құю компоненттерінің өндірушісі тапсырыс берген жезден жасалған бөлшектерді іздеп жүрсіз бе? Minghe-дің жезден жасалған кастингтің тапсырыс бойынша қызметтері сіздің тамаша таңдауыңыз бола алады. Бізде 30 жылдан астам құю тәжірибесі бар, қарапайым немесе күрделі жезден жасалған бұйымдарды, соның ішінде жоғары сапалы жезден құйылатын құю компоненттерін, жезден құйылатын құйма компоненттерін, жезден центрифугалық құю компоненттерін, жезден құйылатын құю компоненттерін және жезден жоғалған пенопласт құю компоненттерін сериялы өндіруге мүмкіндіктеріміз бар. сенімді операторлар, күрделі машиналар мен жабдықтар біздің қолымызда. Біздің барлық жезден құю компоненттері белгіленген инспекторлармен қатаң тексеру режиміне бағынады, технологиялық инспекция және әр бөлікте аяқталған толық тексеру.



Күрделі жобаларыңыздың ерекшеліктерін талқылау үшін бүгін біз жезден құйылатын бөлшектер инженерімен байланысыңыз.
Жез бен қола арасындағы кастингтің өнімділігін салыстыру
Мыстан және қоладан гөрі, мырыштың мыста қатты ерігіштігі өте үлкен. Қалыпты температура тепе-теңдігі жағдайында мырыштың шамамен 37% -ін мыс, ал мырыштың шамамен 30% -ін құйылған күйінде, ал қалайы қоладан ерітуге болады, ал құйма күйінде қалайының қатты ерігіштігі мыс тек 5% -дан 6% -ке дейін, ал мысдағы алюминий қола мен алюминийдің қатты ерігіштігінің массалық үлесі тек 7% -дан 8% -ке дейін. Сондықтан мыс құрамында мырыштың маңызы өте зор. Жақсы қатты ерітіндіні күшейту әсері. Сонымен қатар, легірлеуші элементтердің көп бөлігі әртүрлі дәрежеде жезде ери алады, оның механикалық қасиеттерін одан әрі жақсартады, бұл жезді, әсіресе кейбір арнайы жездерді жоғары беріктікке ие, ал мырыштың бағасы төмен алюминийден, мыс пен қалайыдан тұрады және бай ресурстарға ие.
Жезге қосылатын мырыш мөлшері көп, сондықтан жездің құны қалайы қола мен алюминий қоладан төмен. Жезде қатаю температурасы шамалы, сұйықтық жақсы, балқытуда қолайлы. Жез жоғары беріктіліктің, төмен бағамен және құюдың жақсы сипаттамаларының жоғарыда аталған сипаттамаларына ие болғандықтан, жездің мыс қорытпаларындағы қалайы қола мен алюминий қоладан гөрі сорттары көп, өнімі көп және қолданылуы кеңірек. Бірақ жездің тозуға төзімділігі мен коррозияға төзімділігі қоладан жақсы емес, әсіресе қарапайым жездің коррозияға төзімділігі мен тозуға төзімділігі салыстырмалы түрде төмен. Әр түрлі арнайы жезді қалыптастыру үшін кейбір қорытпа элементтері қосылған кезде ғана, оның тозуға төзімділігі мен төзімділігі Коррозияға төзімділік жақсарды және жақсарды.
Жезден жасалған кастингтің сипаттамалары
Жезден құйылған өнімнің сипаттамалары мыналар: құйылған жездегі мырыш - құйылған жезден құю өнімділігіне әсер ететін негізгі фактор. Мырыштың булану температурасы шамамен 907 Ом, ал құйылған жездің балқу температурасы шамамен 900 Ом құрайды. , Мырыштың булануға және қышқылдануға үлкен тенденциясы бар. Жезді құю жақсы сұйықтыққа ие, бірақ марганецті жез өте кішірейеді, және ол қысылуға, суық крекингке және деформацияға бейім.
Жоғарыда көрсетілген сипаттамаларды ескере отырып, кастинг кезінде келесі технологиялық шараларды қабылдау қажет:
- - Құю кернеуін азайту және жарықтар мен деформацияларды болдырмау үшін жақсы концессиямен құм өзегін таңдаңыз.
- - Азықтандыруды күшейту үшін көтергішті орнатыңыз.
- - Қатты қатуды жүзеге асыруды қамтамасыз ету үшін қақпа жүйесін орнату керек, қож жинау және қожды ұстау құрылымын орнату керек, ал сұйықтық ағыны тегіс толтырылуы керек. Ішкі жүгірушінің орналасуы құймаларды біркелкі салқындатуы керек.
- - Құю процесі сұйықтықтың жиырылуын азайту және булануды болдырмау үшін құйылған жезден құю температурасын азайтады.
Жезді құю әдістеріне негізінен матрицалық құю, құм құю, центрифугалық құю, үздіксіз құю және инвестициялық құю жатады. Әр түрлі қорытпаларды мақсатты түрде таңдау керек.
Жез құю - Cu-Zn екілік қорытпасы негізінде құйылған қорытпа. Оның кристалдану температурасының аралығы аз, ал құю өнімділігі жақсырақ. Қаңылтыр қоламен салыстырғанда құйылған жездің механикалық қасиеттері жоғары. Сонымен қатар, жезде мырыш көп болғандықтан, оның құны төмен болады. Бұл құйылған жезді кеңінен қолданудың себептері.
Алайда, қалайы қола мен алюминий қоламен салыстырғанда, құйылған жездің коррозияға төзімділігі нашар. Мырыштың белсенді химиялық табиғаты мен төменгі электродтық потенциалға байланысты жез тоттануға ұшырайды. Әсіресе теңіз суы мен электролиті бар басқа коррозиялық ортада мыс фазасы мен мырышқа бай фаза арасында жез құрылымында интерфазалық ток пайда болады, бұл электрод әлеуеті төмен мырышқа бай фазаның коррозиясын күшейтеді, бұл десинцификациялау коррозиясы деп аталады.
Жезде мырыштың қатты ерігіштігі өте үлкен. Қалыпты температура тепе-теңдігі жағдайында мырыштың шамамен 37% -ы мыста, ал нақты өндіріс кезінде мырыштың 30% -ы құйылған күйінде еруі мүмкін. Сондықтан мырыш мыстың қатты ерітіндісін нығайтатын әсерге ие. Қарапайым жездің белгілі бір беріктігі, қаттылығы және құю процесінің жақсы өнімділігі болғанымен, тозуға төзімділігі мен коррозияға төзімділігі төмен, әсіресе теңіз суына, буға және бейорганикалық қышқылға қарсы. Сондықтан, оның механикалық, физикалық және химиялық қасиеттерін жақсарту үшін құйма жезге аз мөлшерде басқа легірлеуші элементтер (негізінен Mn, Al, Fe, Si, Pb және т.б.) қосылады, сол арқылы әртүрлі өнімділікке жауап бере алатын арнайы құйылған жез түзіледі. талаптар. , Еркін кесетін жез, теңіз жезі, беріктігі жоғары жез және құйылған жез тәрізді.
Жездің кристалдану температурасының диапазоны өте аз (шамамен 30-40 ℃). Мырыш мөлшері жоғарылағанда, сұйылту температурасы тез төмендейді және балқу температурасы сәйкесінше төмендейді. Сондықтан, жез жақсы сұйықтыққа ие және шоғырланған шөгілетін қуыстар түзеді. , Кеуектілік пен интрагранулалық сегрегацияны қалыптастыру оңай емес. Жездің балқу температурасы төмен және оның құрамында булануға оңай мырыш элементінің көп мөлшері бар. Ол буланған кезде қорытпаның газ алуына жол бермейді және мыс сұйықтығындағы газды алып кетуі мүмкін, сондықтан балқыту процесінде газ аз болады. Сондықтан, жезден құймалар әдетте Stomata өндірмейді.
Сонымен қатар, жезді балқыту кезінде мырыштың өзі күшті тотықсыздандырғыш әсерге ие және басқа тотықсыздандырғыштар қажет емес. Сондықтан жезді балқыту басқа мыс қорытпаларына қарағанда оңай және құю қасиеттері жақсы. Мырыш пен оттегі арасындағы жоғары туыстыққа байланысты ZnO оксиді жезді балқыту процесінде оңай түзіледі, бірақ Al2O3-тен айырмашылығы ол мыс сұйықтығынан қожға оңай бөлінеді. Қорытпаның екінші реттік тотығуын болдырмауға бағытталған шаралар қабылданғанға дейін, тотығудың қосылу ақауларын болдырмауға болады. Жездің жиырылу жылдамдығы үлкен, ал қатаю кезінде шоғырланған шөгілетін қуыстар оңай түзіледі. Сондықтан үлкен тамақтандыру стояктарын дәйекті қату қағидасына сәйкес орнатуға болады. Жез қабықша тәрізді қатаю сипаттамаларына ие және құю салқындату жылдамдығына онша сезімтал емес, сондықтан оның механикалық қасиеттері құйма қабырғасының қалыңдығының өзгеруіне де аз әсер етеді.
Құю өндірісінде екілік жез қолданылмайды. Арнайы өнімділік талаптарын қанағаттандыру және құю процесінің өнімділігін жақсарту үшін бірнеше жезден құю бөлшектері кеңінен қолданылады
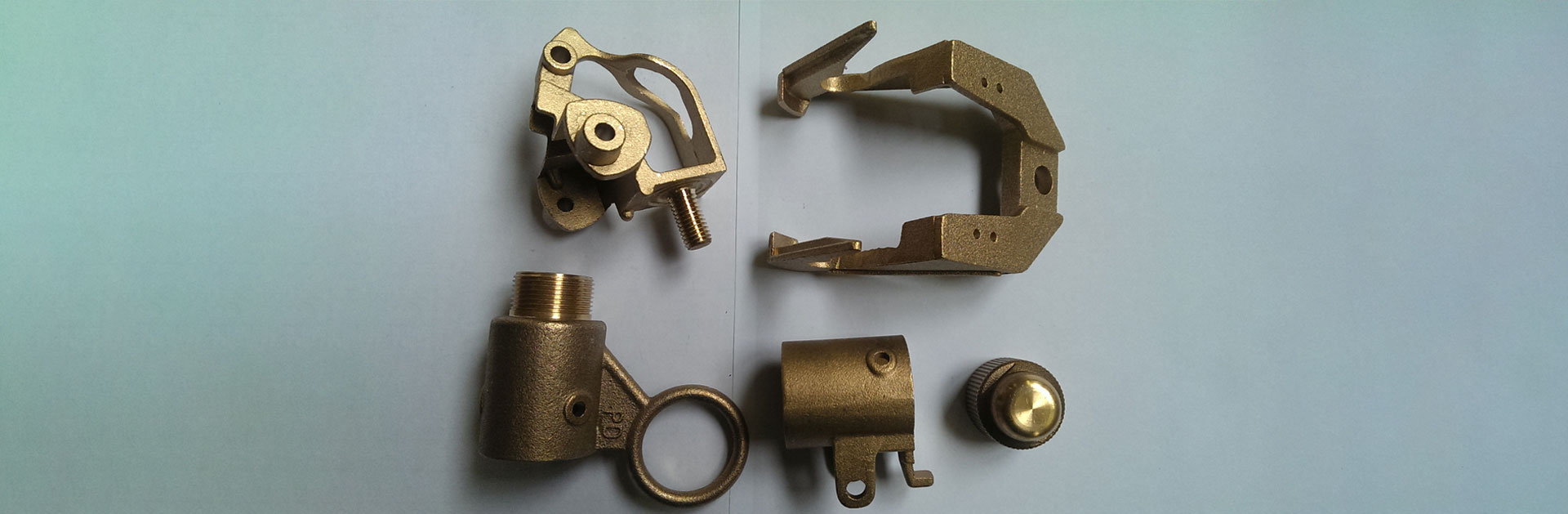
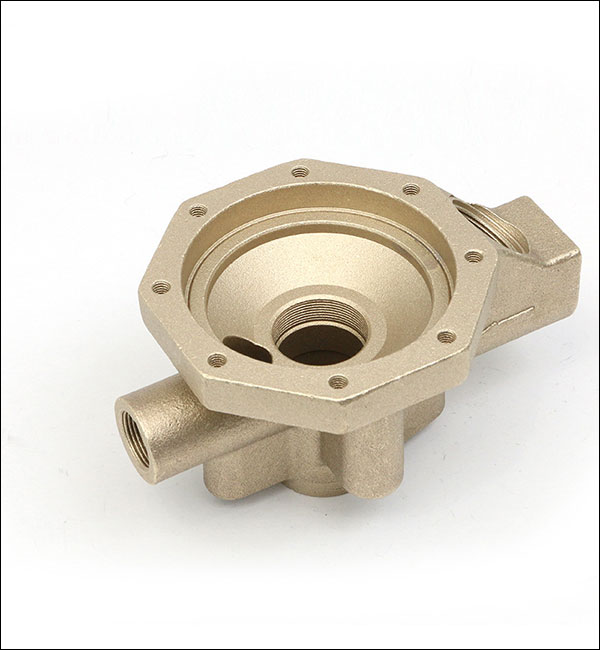
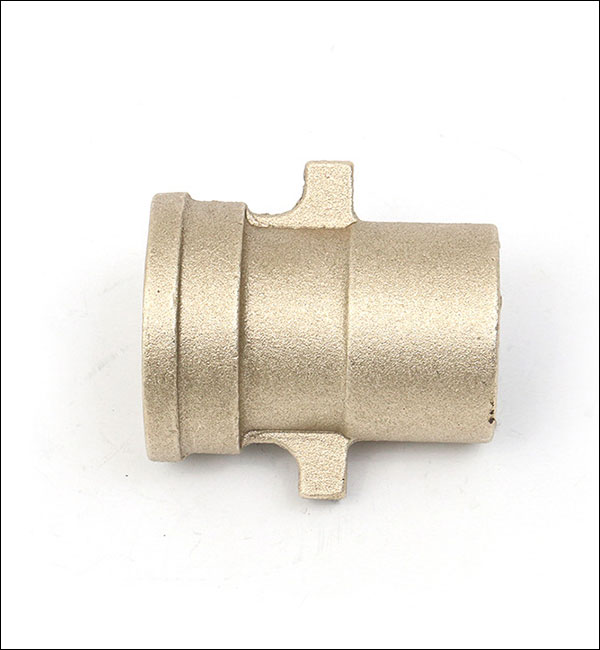
Жезден жасалған құюдың Минге мысалдары
Minghe Casting қызметтері дизайнға дейін және алюминий құю бөлшектерін, мырыш құю бөлшектерін, магний құюды, титан құю бөлшектерін, тот баспайтын болаттан құю бөлшектерін, мыс құю бөлшектерін, болат құю бөлшектерін, жезден жасалған құю бөлшектерін өндіру көлемінен төмен және жоғары көлемге дейін қол жетімді. бөлшектер және басқалары.










Құю бөлшектерінің жағдайларын зерттеу туралы көбірек қарау үшін >>>
Үздік жезден құю жеткізушісін таңдаңыз
Қазіргі уақытта біздің жезден құйылатын бөлшектер Америка, Канада, Австралия, Ұлыбритания, Германия, Франция, Оңтүстік Африка және басқа да көптеген елдерде экспортталады. Біз ISO9001-2015 тіркелгенбіз, сонымен қатар SGS сертификаттадық.
Біздің тапсырыс бойынша жезден құю өндірісі автомобиль, медициналық, аэроғарыштық, электроника, тамақ, құрылыс, қауіпсіздік, теңіз және басқа салалар үшін сіздің сипаттамаларыңызға сәйкес келетін ұзақ және қол жетімді құймаларды ұсынады. Қысқа мерзімде тегін баға ұсынысын алу үшін сұранысыңызды жіберіңіз немесе суреттеріңізді жіберіңіз. sales@hmminghe.com біздің адамдар, жабдықтар мен құрал-саймандар сіздің жезден құю жобаңызға ең жақсы сапаны қалай ең жақсы бағаға жеткізетінін білу.
Біз кастинг қызметтерін ұсынамыз:
Minghe Casting қызметтері құм құюмен, металл құюмен, инвестициялық құюмен жоғалған көбік құюмен және басқалармен жұмыс істейді.
Құмды құю
Құмды құю - қалыптарды жасау үшін негізгі модельдеу материалы ретінде құмды қолданатын дәстүрлі құю процесі. Гравитациялық құю әдетте құмды қалыптарға қолданылады, ал төмен қысымды құю, центрифугалық құю және басқа процестер арнайы талаптар болған кезде де қолданыла алады. Құм құюдың бейімделудің кең спектрі бар, ұсақ кесектер, ірі кесектер, қарапайым кесектер, күрделі кесектер, жалғыз кесектер және көп мөлшерде қолдануға болады.
Тұрақты құйма құю
Тұрақты құйма құю ұзақ мерзімді және жоғары өндірістік тиімділікке ие, өлшемдердің дәлдігі мен тегіс беткейіне ие болып қана қоймай, сонымен қатар құм құймаларына қарағанда жоғары беріктікке ие және сол балқытылған металды құю кезінде зақымдалу ықтималдығы аз. Сондықтан, орташа және ұсақ түсті металдар құймаларын жаппай өндіруде, құю материалының балқу температурасы тым жоғары болмаған жағдайда, негізінен металл құюға басымдық беріледі.

Инвестициялық кастинг
Ең үлкен артықшылығы инвестициялық құю инвестициялық құймалар өлшемді дәлдікке және беттік өңдеуге ие болғандықтан, олар өңдеу жұмыстарын азайтуы мүмкін, бірақ жоғары талаптарға ие бөлшектерге өңдеудің аз мөлшерін қалдырады. Инвестициялық құю әдісін қолдану станок жабдықтары мен адам-жұмыс уақытын өңдеуді үнемдеуге және металл шикізатын едәуір үнемдеуге мүмкіндік беретіндігін байқауға болады.
Жоғалған көбік құю
Жоғалған көбік құю парафинді балауыз немесе көбік модельдерін құю мөлшері мен формасына ұқсас модельдік кластерге біріктіру болып табылады. Отқа төзімді жабындарды щеткамен тазалағаннан және кептіруден кейін олар дірілді модельдеу үшін құрғақ кварц құмына көміліп, модельді газдандыру үшін теріс қысыммен құйылады. , Сұйық металл модельдің позициясын алады және қатып, салқындағаннан кейін жаңа құю әдісін құрайды.

Кастинг жасау
Құйма құю - бұл қалыптың қуысын пайдаланып балқытылған металға жоғары қысым түсірумен сипатталатын металды құю процесі. Әдетте қалыптар жоғары беріктігі бар қорытпалардан жасалады және бұл үрдіс инжекциялық қалыптауға ұқсас. Құймалардың көпшілігінде темір жоқ, мысалы мырыш, мыс, алюминий, магний, қорғасын, қалайы және қорғасын-қалайы қоспалары және олардың қорытпалары. Минхэ Қытайдың жоғарғы шыңы болды кастинг қызметі 1995 бастап.
Орталықтан тепкіш құю
Орталықтан тепкіш құю сұйық металды жоғары жылдамдықпен айналатын қалыпқа құю техникасы мен әдісі болып табылады, сондықтан сұйық металл қалыпты толтыру және құйма жасау үшін центрифугалық қозғалыс болады. Ортадан тепкіш қозғалысқа байланысты сұйық металл радиалды бағытта қалыпқа жақсы құйып, құйманың еркін бетін құра алады; бұл металдың кристалдану процесіне әсер етеді, сол арқылы құюдың механикалық және физикалық қасиеттерін жақсартады.

Төмен қысымды құю
Төмен қысымды құю бұл қалып әдетте тығыздалған тигельдің үстіне қойылады және балқытылған металдың бетіне төмен қысым (0.06 ~ 0.15MPa) тудыру үшін сығылған ауа енгізіледі, осылайша балқытылған металл көтергіш құбырдан қалыпты толтыру және бақылау Қатты құю әдісі. Бұл құю әдісі жақсы қоректену және тығыз құрылымға ие, үлкен жұқа қабырғалы күрделі құймаларды құю оңай, көтергіштер жоқ және металды қалпына келтіру коэффициенті 95% құрайды. Ластану жоқ, автоматтандыруды жүзеге асыру оңай.
Вакуумдық құю
Вакуумдық құю бұл вакуумдық камерада металл балқытылатын, құйылатын және кристалданатын құю процесі. Вакууммен құю металдағы газдың мөлшерін азайтуға және металдың тотығуына жол бермейді. Бұл әдіс өте қажет арнайы легирленген болат құймаларын және өте оңай тотыққан титан қорытпасынан құймаларды шығаруы мүмкін. Minghe Casting вакуумды құюмен байланысты барлық мәселелерді шешуге жеткілікті вакуумды құю суб-фабрикасы бар