
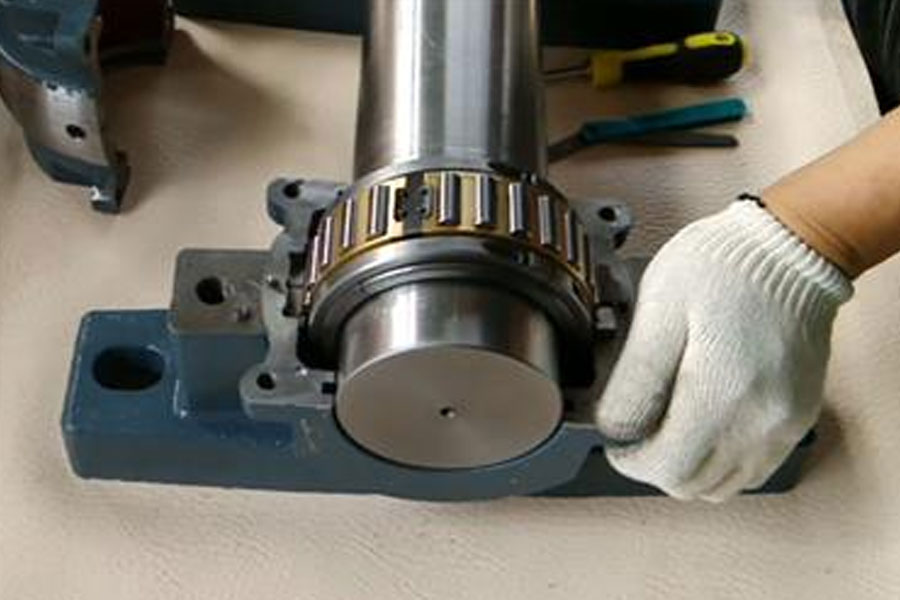
Роликті мойынтіректердің шаршауына әсер ететін факторлар
Соңғы жылдары жалпы механикалық бөлшектердің трибологиялық дизайнына кеңінен назар аударылды. Роликті мойынтіректер - ең көп қолданылатын механикалық бөлшектердің бірі. Есептеудің сандық әдістері мен әдістерінің дамуымен есептеулерді имитациялау және имитациялық тесттер домалату мойынтіректерінің трибологиясында кеңінен қолданыла бастады. Зерттеу және өнім дизайны. Айналмалы подшипниктердің трибологиялық дизайнында алға және кері екі идея бар.
Жылжымалы мойынтіректің өнімділігі механикалық жүйенің жұмысына айтарлықтай әсер етеді. Алайда, жұмыс температурасы, соққы жүктемесі, сенімділік, материал, пайдалану шарттары, шекті жылдамдық, беттің кедір -бұдырлығы, қосылу, шегініс және майлау жағдайы, жылжымалы мойынтіректің шаршау мерзіміне әсер ететін көптеген факторлар бар, радиалды саңылау, ауытқу, шаршағыштықтан туындаған кернеу, тангенциалды үйкеліс, қалдық кернеу мен құрсаулық кернеу, бетті өңдеу және т.б., бұл факторлар бір-біріне әсер етеді, сонымен қатар шаршаудың өмірлік сынағының қайталанбауы, әсер етуші факторлардың дәл болуы қиын. Сандық сипаттама.
Жайылмалы подшипниктердің шаршау мерзімінің классикалық LP теориясы айналмалы контактінің шаршауы контакт аймағындағы максималды ортогональды ығысу кернеуінің тереңдігінен туындайды деген болжамға негізделген. Алайда, мойынтіректерді өндіру технологиясының дамуымен жер бетінен шығатын шаршау режимдері жер асты шаршауының бұзылу режимдеріне қарағанда жиі пайда болады. Жарықтың басталуының үш тетігі бар: бетінен жарықшақты инициациялау, бетіне жақын жерден жарықшақты инициациялау және материалдық матрицада жарықшақты инициациялау.
Беткі қабықтан шығатын шұңқыр мен жер астынан шығатын уақыт - бұл қабықтың қалыңдығының коэффициентіне, кедір -бұдырлық шыңының орташа квадраттық мәніне және шекаралық майлауда тартылу коэффициентіне байланысты болжанатын бәсекелес жұмыс режимдері. кедір -бұдыр байланыстың шыңы.
Жылдам теміржолдар мен авиация индустриясының дамуымен мойынтіректердің жоғары сенімділігіне қойылатын талаптар көбейіп келеді. Сонымен қатар, мойынтіректерді қолдану ортасының температурасы айтарлықтай өзгереді. Сенімділік пен температураның байланыстырушы әсерін терең зерттеу қажет. Подшипникті материалдар әзірлену үстінде. Бөлшектердің беттік тұтастығы мен беттік шаршау шұңқырлары арасындағы байланысты зерттеу керек, микроскопиялық шкала бойынша бөлшектердің беттік тұтастығы мен майлау әсерінің шаршау шұңқырларына әсерін ашу қажет. Екінші жағынан, жүктеменің сипаттамалары мен материалдық динамикалық реакцияны біріктіру, оқшаулауды зерттеуге, мойынтіректердің сыртқы жүктемелерге динамикалық реакциясын талдауға, шаршау өнімділігі мен материалдың қасиеттері арасындағы байланыс байланысын зерттеуге және материалдың динамикалық реакциясы мен беттік шаршаудың арасындағы байланысты алуға мүмкіндік береді. төгілу.
Майлағыштар мен қоспалар, бетінің кедір -бұдырлығы, құрсау кернеуі және интерфейс жылжуы сияқты мойынтіректердің шаршау мерзіміне әсер ететін басқа факторлар үшін жанар -жағармай мен мойынтірек материалдарының автоматты талдауын жүзеге асыру үшін мәліметтер базасын құру және бағдарламалық қамтамасыз ету пакеттерін жасау сияқты кешенді зерттеулер қажет. Ал таңдау - бұл болашақ даму бағыттарының бірі.
Мойынтіректің айналмалы шаршауын жоюға әсер ететін факторларды талдау мойынтіректің шаршауының механизмін жақсы түсінуге көмектеседі. Бір жағынан мойынтіректің қызмет ету мерзімін мүмкіндігінше төмендететін факторлардан аулақ бола алады және мойынтіректің шаршау мерзімін жақсартады; екінші жағынан, ол шаршаудың өмірлік болжамының дәлдігін жақсарту үшін шаршаудың өмірлік теориясын дамытуға белгілі бір нұсқаулар бере алады.
Қайта басып шығару үшін осы мақаланың көзі мен мекен-жайын сақтаңыз: Роликті мойынтіректердің шаршауына әсер ететін факторлар
Минге Қалып құю компаниясы Құюға арналған бөлшектерді өндіруге және сапалы және жоғары сапалы жұмыс істеуге арналған (металдан жасалған құю бөлшектерінің қатарына негізінен кіреді) Жіңішке қабырғадағы кастинг,Кастингтің ыстық камерасы,Суық палата Кастинг), Дөңгелек қызмет (Die Casting Service,Cnc өңдеу,Көгеру, Кез-келген тапсырыс бойынша алюминийден құйылатын құю, магний немесе Zamak / мырыш матрицалық құю және басқа да құю талаптары бізбен байланысуға қош келдіңіз.

ISO9001 және TS 16949 бақылауымен барлық процестер жарылыс машиналарынан бастап Ultra Sonic кір жуғыш машиналарына дейінгі жүздеген озық құю машиналары, 5 білікті машиналар және басқа қондырғылар арқылы жүзеге асырылады. тапсырыс берушінің дизайнын жүзеге асыру үшін тәжірибелі инженерлер, операторлар мен инспекторлар тобы.

Материалдық құю өндірісінің келісімшарт өндірушісі. Мүмкіндіктерге 0.15 фунттан суық камералы алюминий матрицалық құю бөлшектері кіреді. 6 фунтқа дейін, жылдам өзгерту және өңдеу. Қосымша құнға қызметтерге жылтырату, дірілдеу, реңктерді жою, оқпен жару, бояу, қаптау, қаптау, құрастыру және құрал-саймандар жатады. 360, 380, 383 және 413 сияқты қорытпалармен жұмыс жасайтын материалдар.

Мырыш құюды жобалауға көмек / бір уақытта инженерлік қызметтер. Дәлдікті шығаратын мырыш құю өндірісінің тапсырыс берушісі. Миниатюралық құймалар, жоғары қысымды матрицалық құймалар, көп сырғымалы қалыптар құймалары, әдеттегі қалыптарға арналған құймалар, қондырғылар мен тәуелсіз матрицалық құймалар және қуыс тығыздалған құймалар дайындалуы мүмкін. Құймаларды ұзындығы мен ені бойынша 24 дюймге дейін +/- 0.0005 дюймге дейін дайындауға болады.

ISO 9001: 2015 сериялы магний өндірушісі сертификатталған өндіруші, Мүмкіндіктерге 200 тоннаға дейін ыстық камераға және 3000 тонна суық камераға дейін жоғары қысымды магний құймаларын құю, инструменттерді жобалау, жылтырату, қалыптау, өңдеу, ұнтақ және сұйық бояу, CMM мүмкіндіктері бар толық QA жатады. , құрастыру, орау және жеткізу.

ITAF16949 сертификатталған. Қосымша кастинг қызметі қосылады инвестициялық құю,құм құю,Гравитациялық құю, Жоғалған көбік құю,Орталықтан тепкіш құю,Вакуумдық құю,Тұрақты құйма құю, .Қабілеттерге EDI, инженерлік көмек, қатты модельдеу және қайталама өңдеу жатады.

Casting Industries Бөлшектер үшін кейс-стади: Автомобильдер, велосипедтер, авиация, музыкалық аспаптар, суда жүзу құралдары, оптикалық құрылғылар, датчиктер, модельдер, электронды құрылғылар, қоршаулар, сағаттар, машиналар, қозғалтқыштар, жиһаз, зергерлік бұйымдар, әшекейлер, телеком, жарық беру, медициналық құрылғылар, фотографиялық құрылғылар, Роботтар, мүсіндер, дыбыстық жабдықтар, спорттық жабдықтар, құрал-саймандар, ойыншықтар және т.б.
Әрі қарай сізге не көмектесе аламыз?
For Басты бетке өтіңіз Құю Қытай
→Құю бөлшектері-Біз не істегенімізді біліп алыңыз.
→ туралы кеңейтілген кеңестер Құю қызметтері
By Minghe Die құю өндірушісі | Санаттар: Пайдалы мақалалар |материал Tags: Алюминий құю, Мырыш құю, Магний құю, Титан құю, Тот баспайтын болаттан құю, Жезден құю,Қола құю,Бейнені трансляциялау,Компания тарихы,Алюминийден құю Пікірлер өшірулі







