
Штамптау дизайнын штамптау әдістері мен қадамдары
Пішіндердің көптеген түрлері бар, оларды бөлуге болады:
- Өңдеу мақсаттары мен өңдеу әдістеріне негізделген металл қалыптары.
- Металл емес және ұнтақты металлургиялық қалыптарды өңдеу.
Бүгін редактор штамптау конструкциясын штамптау әдісі мен процесі туралы айтып отыр.
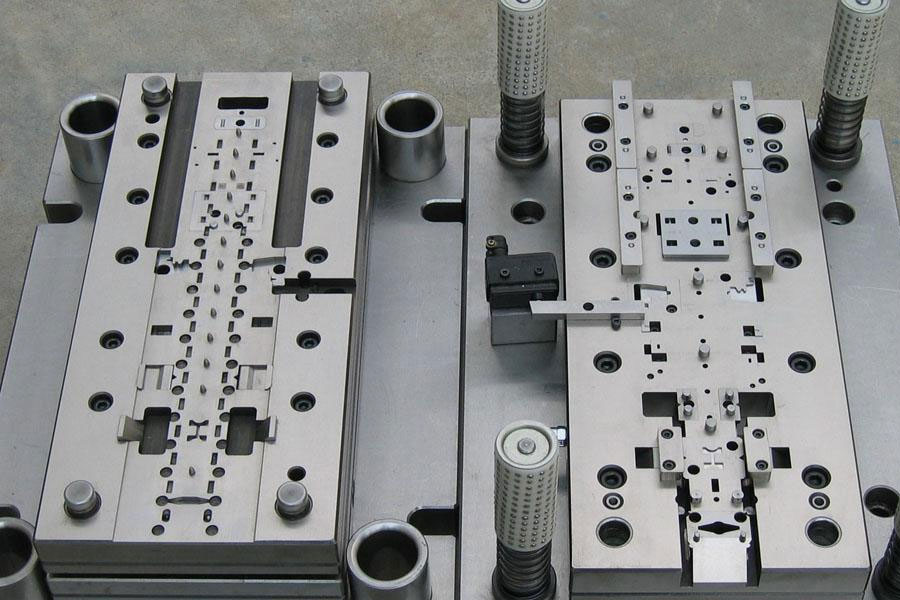
Бөлшектерді штамптау процесін талдау
Штамптау бөлшектері білікті штамптау бөлшектерін қарапайым және үнемді түрде шығару үшін штамптаудың тамаша технологиясына ие болуы керек. Штамптау бөлшектерінің технологиялық талдауы келесі әдістермен аяқталуы мүмкін:
- Бөлшектердің суретін оқу. Бөлшектердің пішіні мен өлшемінен басқа бөлшектердің дәлдігі мен бетінің кедір -бұдырлығы талаптарын түсіну маңызды.
- Бөлшектердің құрылымы мен пішіні штамптауды өңдеуге жарамдылығын талдаңыз.
- Бөлшектердің эталондық таңдалуы мен шкаласының таңбалануы орынды ма, ал шкаланы өңдеуге шкаласы, бағдары мен пішіні дәлдігі сәйкес келетінін талдаңыз.
- Бөлшектеу бөлігінің қимасының бетінің кедір -бұдырлығы бойынша талаптар тым жоғары ма.
- Жеткілікті үлкен өндірістік партия бар ма.
Егер бөлшектің өндіру қабілеті тым нашар болса, сіз жоспарлаушымен келіссөздер жүргізіп, жоспарды қайта қарау жоспарын ұсынуыңыз керек. Егер өндірістік партия тым аз болса, өңдеу үшін басқа өндіріс әдістерін қарастырған жөн.
Штамптау процесін жоспарлау және процестің оңтайлы дизайны
- Штамптау бөлшектерінің пішіні мен масштабына сәйкес штамптау процесінің сипатын анықтауға кірісіңіз, мысалы: тесу, зигзаг, терең тарту, дөңестеу, орау және басқа штамптауды жоспарлау әдістері мен процестері. Штамптау штамптарын жоспарлау әдістері мен процестері.
- Штамптаудың әр әдісінің деформация дәрежесін есептеңіз. Егер деформация дәрежесі деформация шегінен асып кетсе, бұл процестегі соққылардың санын есептеу керек.
- Әр процестің деформация сипаттамалары мен сапасына қойылатын талаптарға сәйкес штамптаудың орынды реттілігін ұйымдастырыңыз. Әр процестегі деформация аймағының әлсіз аймақ екеніне назар аудару қажет. Бұрыннан қалыптасқан бөлік (тесілген тесікті немесе пішінді қоса) келесі процесте деформацияға қатыспайды. Көпбұрышты зигзаг бөлігін алдымен сыртынан бүктеу керек, содан кейін ішке бүгу керек, формалау, тегістеу және термиялық өңдеу сияқты көмекші процестер мен процестерді ұйымдастыру қажет.
- Бөлшектердің дәлдігін қамтамасыз ету үшін өндірістік партияға және бос орындарды орналастыру мен түсіру талаптарына сәйкес технологиялық үйлесімді әдісті анықтаңыз.
- Ең жақсы технологиялық жоспарды таңдау үшін екі немесе одан да көп технологиялық жоспарды жоспарлап, сапасын, өзіндік құнын, өндіріс жылдамдығын, қалыптарды қайрау мен жөндеуді, қалыптың қызмет ету мерзімі мен пайдалану қауіпсіздігін және т.б. салыстыру.
- Әр процестің мөртабан жабдығын анықтауға кірісіңіз.
Бос жоспарлау және штамптау бөлшектерінің орналасу дизайны
- Штамптау бөлшектерінің сипатына сәйкес дайындамалардың өлшемдерін есептеп, бос сызбаларды жасаңыз
- Бланктің сипаты мен масштабына сәйкес орналасу сызбасын жоспарлаңыз және деректерді пайдалану коэффициентін есептеңіз. Әр түрлі орналасу жоспарларын жоспарлау үшін салыстыру арқылы олардың ішінен ең жақсы жоспарды таңдаңыз.
Штамптау матрицасының дизайны
1. Штамптауды өңдеудің әр процесінің қалып құрылымының әдісін анықтаңыз және қалыптың схемасын жасаңыз.
2. Көрсетілген 1-2 технологиялық қалыптарға нақты құрылымдық жоспарлауды жүргізіңіз және қалыптың жұмыс диаграммасын жасаңыз.
Жоспарлау әдісі келесідей:
- Қалыптың түрін анықтаңыз: бұл қарапайым қалып па, үздіксіз қалып па немесе композициялық қалып.
- Бөлшектерді бөлшектеуді жоспарлау: дөңес және ойыс пішіннің жиектерінің өлшемдерін және дөңес және ойыс қалыптардың ұзындығын есептеңіз, дөңес және ойыс қалыптардың құрылымын және қосылу мен бекіту әдістерін анықтаңыз.
- Дайындаманың орналасуы мен қашықтығы әдісін анықтаңыз, сәйкес орналасу мен қашықтық бөліктерін жоспарлаңыз.
- Бөлшектерді престеу, түсіру, шығару және итеру әдістерін анықтаңыз және сәйкес ұстау табақтарын, түсіру табақтары мен итергіш блоктарды жоспарлаңыз.
- Қалып негізін жоспарлау: жоғарғы және төменгі қалып негіздерін жоспарлауды және бағыттау әдістерін қоса, қалыптың қалып негіздерін де таңдауға болады.
- Жоғарыда көрсетілген операциялардың аяқталуы негізінде пропорция бойынша қалыптың жұмыс сызбасы жасалады. Алдымен бос нүктені жасау үшін қос нүктелі сызықты қолданыңыз, содан кейін жұмыс бөлшектерін жасаңыз, содан кейін орналасу мен аралық бөліктерді жасаңыз, жоғарыда келтірілген бөлшектерді жалғау үшін жалғаушы бөлшектерді қолданыңыз, соңында престеу және түсіру бөліктерін сәйкес қалыпта жасаңыз. Қалыптың нақты шарттарына сәйкес, жоғарыда көрсетілген реттілікті де сәйкес реттеуге болады.
- Операция сызбасында қалыптың сыртқы контурының өлшемдері, пішіннің жабылу биіктігі, кооперация шкаласы және штамптаудың қалыптауды жоспарлау мен технологиялық қалыптарды жоспарлау әдісі көрсетілуі керек. Жұмыс картасында қалып өндірісінің дәлдігі мен техникалық шарттардың талаптары көрсетілуі тиіс. Жұмыс картасы сурет салудың ұлттық стандарттарына сәйкес, стандартты тақырып жолағы мен атаулардың толық тізімі бар жасалуы керек. Егер бұл бос орын болса, жұмыс сызбасының жоғарғы сол жақ бұрышына макет сызбасын жасаңыз.
- Қалыптың қысым орталығын есептеп, қысым орталығы мен қалып тұтқасының орталық сызығының сәйкес келетінін тексеріңіз. Егер олар сәйкес келмесе, қалып нәтижелеріне сәйкес түзетулер енгізіңіз.
- Соққы күшін есептеңіз, соңында штамптау жабдығын таңдап, штамптау мен штамптау жабдығының сәйкес өлшемдерін тексеріңіз (жабық биіктік, жұмыс беті, штамп тұтқасы құрылғысының өлшемдері және т.б.).
Қайта басып шығару үшін осы мақаланың көзі мен мекен-жайын сақтаңыз: Штамптау дизайнын штамптау әдістері мен қадамдары
Минге Қалып құю компаниясы Құюға арналған бөлшектерді өндіруге және сапалы және жоғары сапалы жұмыс істеуге арналған (металдан жасалған құю бөлшектерінің қатарына негізінен кіреді) Жіңішке қабырғадағы кастинг,Кастингтің ыстық камерасы,Суық палата Кастинг), Дөңгелек қызмет (Die Casting Service,Cnc өңдеу,Көгеру, Кез-келген тапсырыс бойынша алюминийден құйылатын құю, магний немесе Zamak / мырыш матрицалық құю және басқа да құю талаптары бізбен байланысуға қош келдіңіз.

ISO9001 және TS 16949 бақылауымен барлық процестер жарылыс машиналарынан бастап Ultra Sonic кір жуғыш машиналарына дейінгі жүздеген озық құю машиналары, 5 білікті машиналар және басқа қондырғылар арқылы жүзеге асырылады. тапсырыс берушінің дизайнын жүзеге асыру үшін тәжірибелі инженерлер, операторлар мен инспекторлар тобы.

Материалдық құю өндірісінің келісімшарт өндірушісі. Мүмкіндіктерге 0.15 фунттан суық камералы алюминий матрицалық құю бөлшектері кіреді. 6 фунтқа дейін, жылдам өзгерту және өңдеу. Қосымша құнға қызметтерге жылтырату, дірілдеу, реңктерді жою, оқпен жару, бояу, қаптау, қаптау, құрастыру және құрал-саймандар жатады. 360, 380, 383 және 413 сияқты қорытпалармен жұмыс жасайтын материалдар.

Мырыш құюды жобалауға көмек / бір уақытта инженерлік қызметтер. Дәлдікті шығаратын мырыш құю өндірісінің тапсырыс берушісі. Миниатюралық құймалар, жоғары қысымды матрицалық құймалар, көп сырғымалы қалыптар құймалары, әдеттегі қалыптарға арналған құймалар, қондырғылар мен тәуелсіз матрицалық құймалар және қуыс тығыздалған құймалар дайындалуы мүмкін. Құймаларды ұзындығы мен ені бойынша 24 дюймге дейін +/- 0.0005 дюймге дейін дайындауға болады.

ISO 9001: 2015 сериялы магний өндірушісі сертификатталған өндіруші, Мүмкіндіктерге 200 тоннаға дейін ыстық камераға және 3000 тонна суық камераға дейін жоғары қысымды магний құймаларын құю, инструменттерді жобалау, жылтырату, қалыптау, өңдеу, ұнтақ және сұйық бояу, CMM мүмкіндіктері бар толық QA жатады. , құрастыру, орау және жеткізу.

ITAF16949 сертификатталған. Қосымша кастинг қызметі қосылады инвестициялық құю,құм құю,Гравитациялық құю, Жоғалған көбік құю,Орталықтан тепкіш құю,Вакуумдық құю,Тұрақты құйма құю, .Қабілеттерге EDI, инженерлік көмек, қатты модельдеу және қайталама өңдеу жатады.

Casting Industries Бөлшектер үшін кейс-стади: Автомобильдер, велосипедтер, авиация, музыкалық аспаптар, суда жүзу құралдары, оптикалық құрылғылар, датчиктер, модельдер, электронды құрылғылар, қоршаулар, сағаттар, машиналар, қозғалтқыштар, жиһаз, зергерлік бұйымдар, әшекейлер, телеком, жарық беру, медициналық құрылғылар, фотографиялық құрылғылар, Роботтар, мүсіндер, дыбыстық жабдықтар, спорттық жабдықтар, құрал-саймандар, ойыншықтар және т.б.
Әрі қарай сізге не көмектесе аламыз?
For Басты бетке өтіңіз Құю Қытай
→Құю бөлшектері-Біз не істегенімізді біліп алыңыз.
→ туралы кеңейтілген кеңестер Құю қызметтері
By Minghe Die құю өндірушісі | Санаттар: Пайдалы мақалалар |материал Tags: Алюминий құю, Мырыш құю, Магний құю, Титан құю, Тот баспайтын болаттан құю, Жезден құю,Қола құю,Бейнені трансляциялау,Компания тарихы,Алюминийден құю Пікірлер өшірулі







