
Істің талдауы - мырыш құюдың қожды шығаратын позициясындағы тесіктер
1. Ақпаратты сақтау:
| Өнім атауы | Электрондық темекі бөлшектері |
| Өнімге тапсырыс | Жер бетінде ешқандай ақаулар жоқ |
| Өнім үдерісі | Құю машинасының тонабы | 160T |
| Шүмек калибрі | 13 М.М. | |
| Материалды таңдаңыз | 3 # мырыш қорытпасы | |
| Regrind пайдалану керек пе | иә |
2. Өнім мәселелері
Қожды шығару жағдайында саңылау ақауы бар
3. Өнімнің суреті
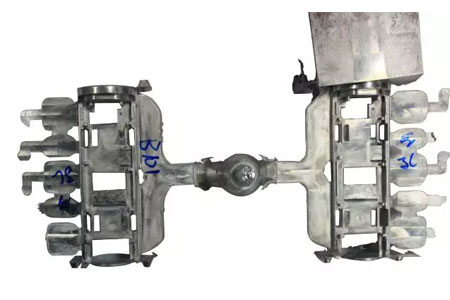


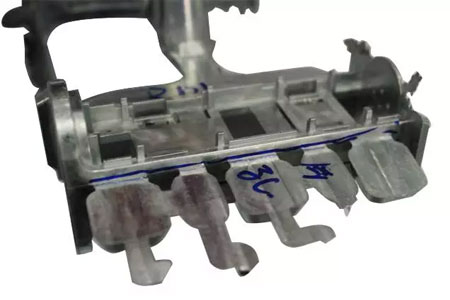


4. өнімді талдау
Қожды шығарудың негізсіз жіктелуі қожды шығаруда және сарқылуда қиындық тудырады.
5. Жақсарту шаралары
Келесі сілтеме үшін:
1. Бастапқы жоспарда кіріс материалдарының барлығы жақсы, ал қожды шығару үлкен кемшілік болып табылады, сондықтан қожды шығаруда саңылаулар мен ақаулар болуы қалыпты жағдай.
2. Бастапқы жоспарға түзетулер:
Бастапқы қож разрядын жаппаңыз, сырғытпалардың екі жағынан шлак разрядтарын көбейтпеңіз немесе көбейтпеңіз

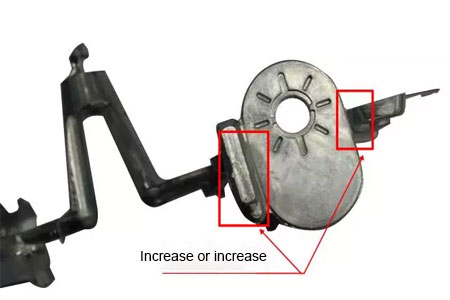
Қазіргі уақытта қалып құрылымын бөлуді жылжымалы қалыпқа ауыстыру мүмкін емес, және қалыптың қайта ашылу бөлігін қоректендірумен бірге адымдау керек.
6. кеңестер
Шлактар туралы:
Бұл жағдайда теру проблемасы сияқты көрінеді, бірақ іс жүзінде қожды шығару және сарқылу жағдайында мәселе туындайды.
Қожды шығару позициясының принципі бар:
Толтыру соңында мүмкіндігінше
Егер ол толтыру процесінде ашылса, алдын-ала сорғышты тығыздау оңай, ал қалыпты толтыруға кедергі жасау оңай.
Бұл жағдай қателерді ашудың типтік мысалы.
Қайта басып шығару үшін осы мақаланың көзі мен мекен-жайын сақтаңыз:Істің талдауы - мырыш құюдың қожды шығаратын позициясындағы тесіктер
Минге Қалып құю компаниясы Құюға арналған бөлшектерді өндіруге және сапалы және жоғары сапалы жұмыс істеуге арналған (металдан жасалған құю бөлшектерінің қатарына негізінен кіреді) Жіңішке қабырғадағы кастинг,Кастингтің ыстық камерасы,Суық палата Кастинг), Дөңгелек қызмет (Die Casting Service,Cnc өңдеу,Көгеру, Кез-келген тапсырыс бойынша алюминийден құйылатын құю, магний немесе Zamak / мырыш матрицалық құю және басқа да құю талаптары бізбен байланысуға қош келдіңіз.

ISO9001 және TS 16949 бақылауымен барлық процестер жарылыс машиналарынан бастап Ultra Sonic кір жуғыш машиналарына дейінгі жүздеген озық құю машиналары, 5 білікті машиналар және басқа қондырғылар арқылы жүзеге асырылады. тапсырыс берушінің дизайнын жүзеге асыру үшін тәжірибелі инженерлер, операторлар мен инспекторлар тобы.

Материалдық құю өндірісінің келісімшарт өндірушісі. Мүмкіндіктерге 0.15 фунттан суық камералы алюминий матрицалық құю бөлшектері кіреді. 6 фунтқа дейін, жылдам өзгерту және өңдеу. Қосымша құнға қызметтерге жылтырату, дірілдеу, реңктерді жою, оқпен жару, бояу, қаптау, қаптау, құрастыру және құрал-саймандар жатады. 360, 380, 383 және 413 сияқты қорытпалармен жұмыс жасайтын материалдар.

Мырыш құюды жобалауға көмек / бір уақытта инженерлік қызметтер. Дәлдікті шығаратын мырыш құю өндірісінің тапсырыс берушісі. Миниатюралық құймалар, жоғары қысымды матрицалық құймалар, көп сырғымалы қалыптар құймалары, әдеттегі қалыптарға арналған құймалар, қондырғылар мен тәуелсіз матрицалық құймалар және қуыс тығыздалған құймалар дайындалуы мүмкін. Құймаларды ұзындығы мен ені бойынша 24 дюймге дейін +/- 0.0005 дюймге дейін дайындауға болады.

ISO 9001: 2015 сериялы магний өндірушісі сертификатталған өндіруші, Мүмкіндіктерге 200 тоннаға дейін ыстық камераға және 3000 тонна суық камераға дейін жоғары қысымды магний құймаларын құю, инструменттерді жобалау, жылтырату, қалыптау, өңдеу, ұнтақ және сұйық бояу, CMM мүмкіндіктері бар толық QA жатады. , құрастыру, орау және жеткізу.

ITAF16949 сертификатталған. Қосымша кастинг қызметі қосылады инвестициялық құю,құм құю,Гравитациялық құю, Жоғалған көбік құю,Орталықтан тепкіш құю,Вакуумдық құю,Тұрақты құйма құю, .Қабілеттерге EDI, инженерлік көмек, қатты модельдеу және қайталама өңдеу жатады.

Casting Industries Бөлшектер үшін кейс-стади: Автомобильдер, велосипедтер, авиация, музыкалық аспаптар, суда жүзу құралдары, оптикалық құрылғылар, датчиктер, модельдер, электронды құрылғылар, қоршаулар, сағаттар, машиналар, қозғалтқыштар, жиһаз, зергерлік бұйымдар, әшекейлер, телеком, жарық беру, медициналық құрылғылар, фотографиялық құрылғылар, Роботтар, мүсіндер, дыбыстық жабдықтар, спорттық жабдықтар, құрал-саймандар, ойыншықтар және т.б.
Әрі қарай сізге не көмектесе аламыз?
For Басты бетке өтіңіз Құю Қытай
→Құю бөлшектері-Біз не істегенімізді біліп алыңыз.
→ туралы кеңейтілген кеңестер Құю қызметтері
By Minghe Die құю өндірушісі | Санаттар: Пайдалы мақалалар |материал Tags: Алюминий құю, Мырыш құю, Магний құю, Титан құю, Тот баспайтын болаттан құю, Жезден құю,Қола құю,Бейнені трансляциялау,Компания тарихы,Алюминийден құю Пікірлер өшірулі







